��Ǩ��2160mm�������̼���¯�������о���Ӧ��
2013-09-10 22:00 ��Դ��������Ѷ ���ߣ��µϰ�
�����ֹ��ʹ��̼�������˾�����¼���ֹ��ʹ��̹�˾��ƾ�����������ּ���¯��Ƶķḻ���飬�Թ����ϼ���¯���¹��ա��¼��������豸�������������ռ��ٴ��£��������Ǩ��2160mm�������̼���¯����ƣ����ɹ�Ӧ����������Ͷ������������¯¯�岽����е��װ�ֻ������ֻ���������ȴϵͳ��������������ú�������������켰ȼ��ϵͳ��ˮ��ϵͳ��Һѹϵͳ������ϵͳ���Զ������Ƽ����ϵͳ���������ã��¼����ۺ����óɹ����ܵ��û�������
1 ���������
�����1700mm������2050mm��������¯�Ľ��ɣ���־���ҹ���������¯���뵽�˴��ͺ��ش��͵�ʱ��,���ʱ�ڵĴ��ͼ���¯�����ɹ��������ģ�����¯�Ľṹ��ʽ�ϴ�ͳ������ȼ�չؼ��豸��������ԣ����õĻ���������ȣ�¯���ӡ������������ӡ��������켼�����з������泤���Ӵ�¯������Ҳ���ʵ�÷���չ������ˮ��ȴ��������“��ӡ”�ϴ����Ȼ���IJ��ʡ����ö����о����ԣ������ļ����������ڲ��㡣����������װ����Խ��Խ�õ����ӣ����г�װ�ֻ�Ӧ�˶�����������е�־�Ӵ������IJ��úͼ��Խ��Խ����ܷ���չ�������ͻ������ҵ�ķ�չ������¯���������Ÿ��Ͻṹ����չ����С��Ȳ����ܣ�����¯�����Զ���ˮƽԽ��Խ�ߡ�
2 ��Ҫ�����ص�
Ǩ��2160mm������4̨250t/h���Ͳ�����ʽ����¯��Ǩ��“120tת¯→¯�⾫��→���������→�������”����ʽ�������ϵĹؼ��豸����Ч����41.1m��¯���ڿ�11.2m�����������250t/h����װ��ʱ�ɴ�320t/h��;�Ը�¯����¯��ת¯�Ļ��ú������ֵ2300Kcal/Nm3��Ϊȼ�ϣ������������ƶΡ�����¯�ȹ��Զ����DZ������Ƚ��ļ�⡢����ϵͳ�������а�ȫ�������ܡ�����¯�Ļ����Զ���ϵͳ�豸������Ƚ��Ŀ���ϵͳ���Լ���¯����װ¯���������г�װ�ֻ���װ��¯�š�������������¯�š����ֻ��ͳ��Ϲ������豸�Ķ��������Զ������ƣ�ȼ��ϵͳ����˫�����������Լ�¯�ڲ����Զ������ȼ�����ȷ��¯�ڱ����������գ������������������Ȼ��ղ��ÿա�ú��˫Ԥ�ȼ����Լ�ˮ��������������ȴ������ȷ�����Ȼ���Ч��������õ���-�DZ�һ������Զ����Ͷ������̼�������Ƽ�����ʵ��ȫ�Զ��ո֣�����¯���������������ɼ�������й����Ϳ��ơ�
2.1 ����¯��Ҫ��������
|
���
|
�� Ŀ �� ��
|
�� λ
|
�� �� �� ��
|
|
1
|
¯��
|
����
|
�˽����˳�������ʽ����¯
|
|
2
|
��;
|
����
|
����ǰ�������ȡ�ֱ����װʱ��������
|
|
3
|
���ȸ���
|
����
|
��̼�֡�����̼�ظ֡��ͺϽ�֡�API-5L���߸ֵ�
|
|
4
|
�������
|
mm
|
230��250× 900��2050× 8000��10500
4000��5000���̳ߣ�
|
|
5
|
������
|
mm
|
230× 1350× 10000��24.2t
|
|
6
|
������
|
mm
|
230× 2044× 10500��38.5t
250× 1880× 10500��38.5t
|
|
7
|
����¯��Ч��× �ڿ�
|
mm
|
41100× 11100
|
|
8
|
����¯��������
|
t/h
|
��װ��20�棩�� 250�����260��
ֱ����װ��800�棩��320����������ʱ��
380������������ʱ��
|
|
9
|
¯��ǿ��(����)
|
Kg/�O.h
|
608
|
|
10
|
����װ���¶�
|
��װ20�棬ռ20%��
ֱ����װ800�棬ռ80%
|
|
|
11
|
���������¶�
|
��
|
1150��1250
|
|
12
|
ȼ�����༰��ֵ
|
kJ/m3
|
�ߡ������ú����2300×4.18
|
|
13
|
������ʽ
|
�Ͼ��ȶΣ�ƽ��������
����ȶΣ�����ڱȡ���NOX��������
|
|
|
14
|
���ȼ��������
|
m3/h
|
43080
|
|
15
|
������������
|
m3/h
|
100400
|
|
16
|
�������������
|
m3/h
|
134600
|
|
17
|
������¯�¶�
|
��
|
850
|
|
18
|
����Ԥ������ʽ
|
������Ľ�����״Ԥ����
|
|
|
19
|
����Ԥ���¶�
|
��
|
��550
|
|
20
|
ú��Ԥ������ʽ
|
������״Ԥ����
|
|
|
21
|
ú��Ԥ���¶�
|
��
|
��300
|
|
22
|
������ȴ������
|
t/h
|
10.0 �����Ȳ����ʱ����
18.0�����Ȳ�����10��ʱ��
|
|
23
|
װ�Ϸ�ʽ
|
���г�װ�ֻ����г̡�8m
|
|
|
24
|
���Ϸ�ʽ
|
���ֻ�
|
|
|
25
|
����������
|
���4�����̶���4�������ȶ�5����
|
|
|
26
|
������������ʽ
|
б�¹��֡�ȫҺѹ����
|
|
|
27
|
�������˶�����
|
sec
|
45
|
|
28
|
�������˶��г�
|
mm
|
����200��ƽ��550
|
|
29
|
��λ�Ⱥ�
|
kJ/kg
|
300× 4.18����װ����̼�֡���������¯�¶�1250�桢����250t/h��
|
|
30
|
���������������²�
|
≤35
|
|
|
31
|
����ˮ����ӡ�²�
|
��
|
≤20
|
|
32
|
����ͨ������¯��ƫ��
|
mm
|
±30
|
2.2 ����¯���ü��ṹ���
��Ǩ��2160mm�ȴ��������̳��䲼�ã����ô����ִ����������������̵�����—����—����������λһ��Ľ���ʽ���á�2̨���������������������������������¯װ¯����ֱ�������ӣ�Ϊʵ�ָ�ˮƽ��װ����������ǰ��������
����¯���������̣���¯��ȼ����������¯β�����²��ķ��̵��������Ԥ������ú��Ԥ���������ܺ��̵������������̴��ų���2������¯����1���̴ѣ��̴ѳ���ֱ��Ϊ5.2m���߶�Ϊ90m��
¯�ڸ���֧��������������ȴ��ÿ������¯������������2������¯֮���ƽ̨�ϡ�
����¯��ȼ����������ڼ���¯װ�Ͽ�ĵ����ҡ�
Ϊ��֤¯���������¶ȷֲ��ľ������Լ����¯����¯�ڰ����Ĵ���Ч�ʣ���¯�ͺ�����ѡ������˺������á�
����¯����ȫƽ���ṹ������֮�����ø�ǽ�����ڼ���¯�ϳ�������¯�Գ��϶���װ�϶���¯�������Ϲ���Ϊ���ȶΡ��ڶ����ȶ�����һ���ȶΡ�Ԥ�ȶΣ���Ԥ�ȶβ����������⣬������ξ��������졣��6��ȼ�տ��ƶΡ����ȶ��ϲ�����ȫ������ƽ�����죻������ξ����òಿ�������졣����¯����4���̶�����4�������Ϊ����ˮ�ܺ�ӡ����Ӧ˫��װ�ϣ��ھ��ȶ�����1���̶�����
Ϊȷ����ƾ����ֹ��ʹ��̹�˾�ڹ�������Ӧ��Bentley/PSDS����ʵ�ֶ���Ǩ��2160mm��������¯������ά���ӻ���ƣ��ڼ������ʵ����Ԥװ�䡢ģ����ʾ���������������ָ����飬�����ȱ��������ʩ��ͼ��ƽΣ������������������Ǩ��2160mm��������¯��Ϊ����������ά���ӻ����Ͳ�����ʽ����¯����¯�ͽṹ�Լ�������ڴ�С�Լ��ǶȲ��������������Fluent����ģ�⣬��¯�ͽṹ�Լ�������������Ż���2160mm�������̼���¯��ά��ơ�¯������ģ���ͼ1��ͼ2��
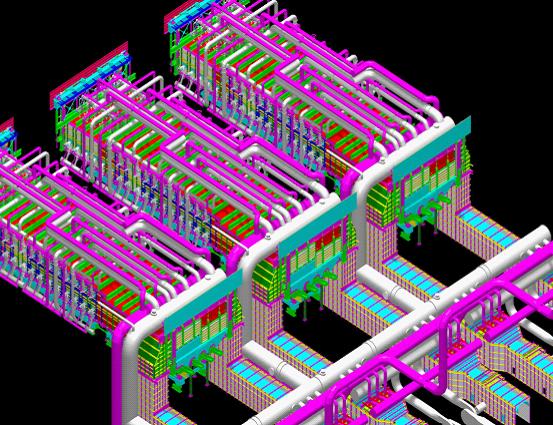
ͼ1 ��Ǩ��2160mm�������̼���¯��ά���
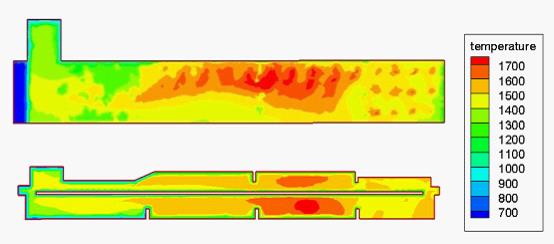
ͼ2 ��Ǩ��2160mm�������̼���¯¯������ģ��
2.3 ��Ҫ�¼���Ӧ��
�ֹ��ʹ��̹�˾��ҵ¯��ҵ������Ʋ�������¯����Ҫ�ṹ���豸ѡ�͡�ƽ�沼��ʱ�����������������ּ���¯�ɹ��ľ��飬�����ڼ�֮���������ʵ�ʣ����ù������Ƚ���������¼��������ɿ���Ӧ�õ���Ǩ��2160mm������������¯������ϣ����õ���Ҫ�¼��������¼��㣺
1����NOX���졣�����ձ����ͳ��������NOX�������죬��ɢȼ�գ����������Ը��������¶ȳ����ȡ�
2����ú��˫Ԥ�ȼ���������Ԥ�ȵ�550�棬ú��Ԥ�ȵ�300�棬����20%��
3��¯�帴�ϱ��½ṹ��¯�����ÿ����Ϻ�3����Ȳ��ϸ��ϣ����¶���ճ���ྦྷĪ��ʯ��ά�飬��ˢ���½���Ϳ�ϣ�¯ǽ���ý�ע�Ϻ�������Ȳ��ϸ��ϣ�¯�ײ�����ש���Ȳ��ϸ��ϣ�ˮ�����������ͻ���ά�ͽ�ע�ϸ��Ͻṹ��
4��ˮ���������ò��ֶΡ��ڸ��¶κ͵��¶�ˮ��������ͬ����¯������ˮ���ֳ�4�Ρ�
5��ˮ���ߺϽ����ȵ�顣�����øߺϽ�����ȵ�飬˫��“ǧ����”���÷�ʽ������ˮ��������Ӵ����²��߰�������������
6��¯��������������ȴ������ˮ�������������������ܽ��Ͱ�����ӡ�²��߰������������������Բ�����6-15t/h������Ч�����ԡ�
7����װ���͡�װ¯�¶�300-700�棬�����ó��г�װ�ֻ������̼���ʱ�䣬�����¯��������װ�ʣ�����Ч���á�
8�������ο��ơ������ȶ��⣬����������ȶ�ÿ���������ʵ�ּ�ο��ƣ�ȼ�տ���ϵͳ�����ȸ��ɵı仯�����ͨ���Ϲ���������������֤ÿ�������ڶ��������������������Ժã�¯���¶ȳ������ȣ�������ϼ���������
9���Զ����̶ȸߡ�����ȫ�Զ������ƣ��������ȶ�¯���¶ȿ��Ʋ��þ���“��̬����”��˫���������ƣ�ʵ��һ�������Զ����ơ�
2.4 ��Ҫ���ܴ�ʩ
1��������¯�ͼ���¯���ò����ȵ�Ԥ�ȶΣ��Գ�����ø��¶�����Ԥ����¯�����ϣ����������¶ȡ�
2���ڼ���¯�̵������ÿ���Ԥ������ú�������������ճ�¯�������ߵ���������Լȼ�ϣ����Ͱ�����λ�Ⱥġ�����Ԥ�����Ǵ�������Ľ�����״Ԥ������Ԥ���¶�Լ550 �桢ú���������Ǹ�Ч������״��������Ԥ���¶�Լ300�档
3��¯��ˮ�������������Ż���ƣ���ƴ��ȵ�¯���������ṹ����ȡ������֧�����������������ã�������ٹܵױȣ�������˫�ؾ��Ȱ������Լ�����ȴ�ܵ�������ʧ����ȴˮ������
4�����øߺϽ����ȵ�飬˫��“ǧ����”���÷�ʽ���Լ���ˮ�ܺ�ӡ��ͬʱҲ�ﵽ�˲����С���������²���ӳ�����ʱ�䣬�Ӷ�����ȼ�����ĵ�Ŀ�ġ�
5��¯��֧����������������������ȴ���������������ĸ�ѹ��������ʹ�ã��Գ�����÷��ȣ����������ɱ���
6����ȡ�����ͻ���������嵷�Ƶ�¯�����ϲ�¯ǽ�ṹ����֤����¯�нϳ���ʹ��������ͬʱ����ǿ����¯����ľ��ȣ�����ɢ����ʧ��
7���������ü���¯������ӿס�����¯�ż�����¯�ţ��ṹ��������������ر����ܣ�����¯�������������������ʧ��
8���䱸���Ƶ��ȹ��Զ�������ϵͳ��ȷ���ϸ�Ŀ�ȼ�Ⱥͺ�����¯ѹ�ȿ���,ʹ����ʧ��ȼ�Ľ��͵���С��
9������¯���ó��������NOx�������죬NOx���ŷŴﵽ44.7PPmm,Զ���ڹ����ŷű��Ĺ涨��
10������¯����90m���̴ѣ��۳���SO2�ŷ�Ũ�Ⱦ����ϡ���ҵ¯Ҥ������Ⱦ���ŷű����Ĺ涨��
11������¯����ȼ������ڵؿ��ڣ���ȡ��Ч�ļ����ʩ�����ڷ������ڰ�װ����������������Լ����ڲ��ֹܵ�������ά��������ʹ�����ڵ�����ֵԶ����85dB��
��Ǩ��2160mm��������¯ʵ����ͼ3��

ͼ3 ��Ǩ��2160mm��������¯ʵ��
3 �����ƹ㼰Ӧ�ü�ֵ
��Ǩ��2160mm�������̼���¯��Ʋ��������ϼ���¯���Ƚ������ͽ��ܴ�ʩ���������Ͱ�������¯�ķ�չ�����ֽ��ա�������ά�ޡ��������㣻¯�ͽṹ���ܡ����á����������豸������ѡ���Ƚ������á����������ã����й㷺�ƹ��Ӧ�ü�ֵ��
4�����з��Ŷ�
Դ�����֣���������������ֹ��ʹ��̹�˾��������Ǩ��2160mm��������¯���̼��������Ŷӣ���˾���ܾ���������Թ�˧����ҵ¯��ҵ��������Ϊ���ܸ��������ʦ������������ʦ�µϰ���רҵ�����˻������롣����Ŷӹ㷺�Ѽ�������������������¯����ȼ�Ϻ����ϵ����ϣ���ַ������о����ڴ����������ȵļ�����״����ȱ�㣬�ر�����ʹ�ù����г��ֵ��������Ҫ�Ľ��ĵط�������Ǩ��2160mm�������̼���¯����Ʒ��������Ƶļ���¯����ȫ��λ�����ζԱȣ�����������Ʒ�����4������¯��ȫ��Ͷ��������һ���Գ��ɹ����û��dz����⡣��Ǩ��2160mm��������¯�Ľ���Ͷ������־���ֹ��ʹ��̹�˾���ش��ͼ���¯����ơ������з���Ӧ�÷��������˹����Ƚ�ˮƽ�����С��ֹ��ʹ��̹�˾��ҵ¯�����Ŷӽ�����������о�������̽����Ϊ�ҹ����������������ķ�չ��Ϊ����ұ��������ҵ��������Ĺ��ס�
���ˣ� �µϰ�