首钢迁钢1580mm热轧双排式托盘运输自动化控制系统研究与应用
2014-01-18 11:10 来源:钢联资讯 作者:王夏书 王超 李洪波
首钢国际工程公司自主开发设计的首钢迁钢1580mm热轧工程双排式托盘钢卷运输自动化控制系统于2010年2月2日正式投入运行,这标志着双排式托盘钢卷运输系统首次采用国内自主研发设计的自动化控制系统取得成功。
首钢国际工程公司自主开发的双排式托盘钢卷运输系统为世界首创,已获得四项国家专利授权。其中,自动化控制系统是整个运输系统中的重要组成部分,由首钢国际工程公司完全独立研发并成功投入应用。截至目前为止,本系统已在首钢迁钢1580mm热轧托盘运输线投入使用15个月,在首钢京唐1580mm热轧托盘运输线投入使用13个月,实现了“一键式、全自动”的运输功能,取得了显著的应用效益,具有广阔的市场推广前景。
1.双排式托盘钢卷运输自动控制系统技术应用背景
目前国内冷轧、热轧钢卷运输系统主要由汽车、步进梁和运输链组成。随着国内轧钢水平的日益提高,热轧钢卷生产量和速度逐渐加快,需要一种更高效的运输方式。双排式托盘运输系统能够高速稳定的将钢卷运送到钢卷存储区和下一加工环节,正在替代以往钢厂采用的汽车运输、步进梁、运输链等传统运输系统,极大地节省了人力、物力,同时提高了运输效率,降低故障率。双排式托盘运输系统由两排辊道组成,一排运输载有钢卷的重载托盘,另一排运输卸载完钢卷的空托盘,在提升小车,提升辊道,横移辊道,转台等设备的配合下实现托盘在运输线上的循环使用。在运输过程中完成了钢卷的检查、打捆、喷号、称重、入库等控制过程。
作为整个运输系统必不可少的部分,托盘运输自动化控制系统将整个运输系统贯穿起来,其成败直接影响着整个运输系统、乃至整条轧线的运行效率。经过几年的努力,首钢国际工程公司独立开发了双排式托盘运输自动化系统,其高度的自动化与信息化在国内尚属首例。
2.双排式托盘钢卷运输自动控制系统的构成
双排式托盘运输自动控制系统主要由一级自动化控制系统(L1)和二级过程控制系统(L2)组成,系统配置图如图1所示。
一级控制系统硬件主站采用两套西门子S7-400系列PLC,选用西门子ET200M做现场远程IO站进行信号采集和控制信号输出;现场操作柜上设触摸屏,配合少量按钮实现设备的现场手动点动灵活操作;整个系统采用分区式急停系统,即保证了整个运输系统的安全性,又最大限度的减少局部故障对整个运输系统所造成的影响。在操作室设上位机,使用Wonderware INTOUCH软件制作人机操作界面(HMI),操作人员通过HMI对整条运输线的运行情况进行控制和监视。
二级硬件系统主要由二级服务器和二级用户操作机组成,二级系统作为整条运输线的指挥和管理系统,是连接运输一级与轧线二级、生产三级的重要环节,运输二级主要通过与运输一级、轧线二级、生产三级的通讯、数据采集、处理、查询等对钢卷信息跟踪,从而实现数据的交互、自动打捆、自动喷号、进检查线、转台方向、吊装点(入库位置)的控制等功能,同运输一级系统结合完成运输系统的自动化控制,实现了“一键式、全自动”的运输功能。
另外,整个系统还包含了厂家集成的喷号机系统、打捆机系统等独立的PLC控制系统,通过与运输线主控制PLC系统的横向通讯,实现自动喷号、自动打捆的控制功能。
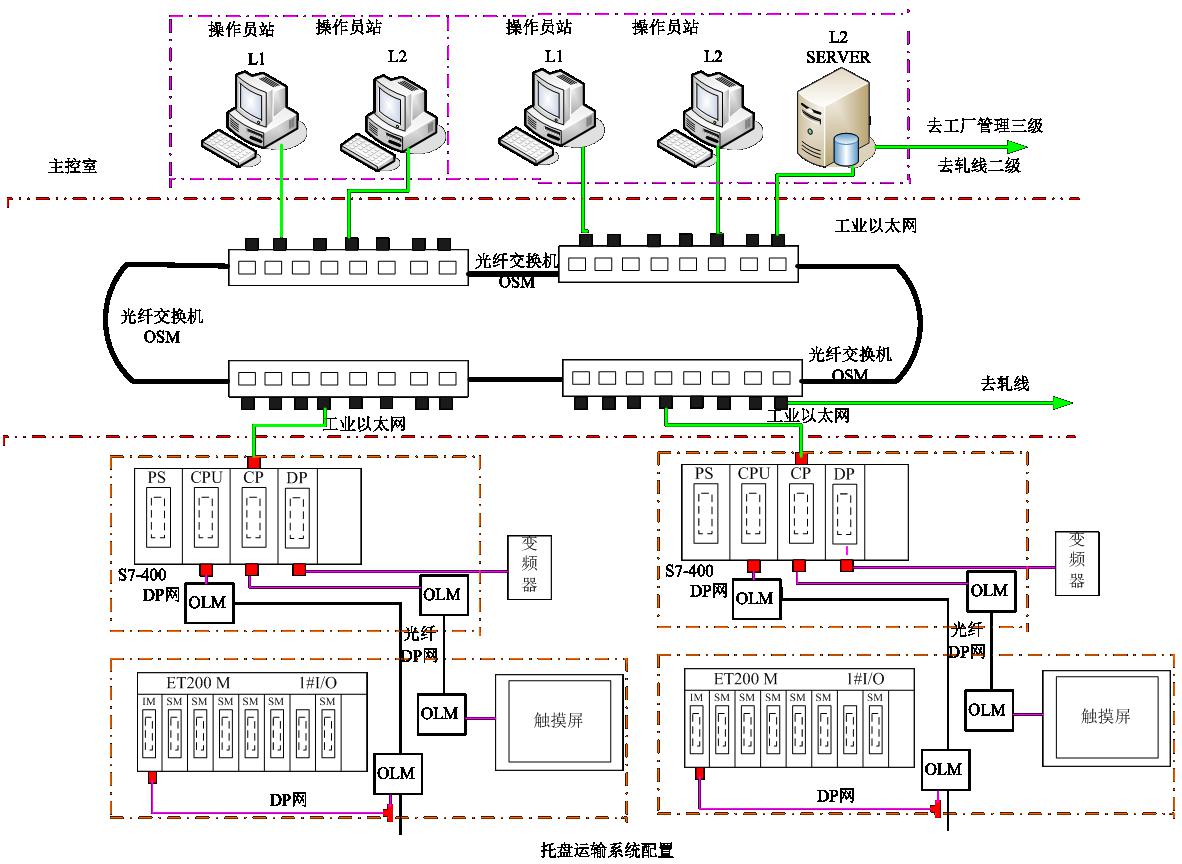
图1 系统配置图
3 双排式托盘运输自动控制系统技术特点
双排式托盘运输系统的特点是:运输量大;生产节奏快(最高可达1卷/min);现场环境温度高(可达800℃)。所以工艺对整个运输系统物料跟踪和自动控制水平要求高,正常生产不能采用人工或者手动控制,需全自动运行。迁钢1580mm热轧托盘运输系统实现了“一键式、全自动”的运输功能,即钢卷从卷取机出来,在无故障情况下,可实现转台方向、进检查站、打捆、喷号、称重、吊装点(入库位置)自动选择等的全自动控制;并对每个钢卷的运输过程进行全程跟踪和相关数据的采集记录。
(1) L1系统
① 分布式远程IO
由于整个托盘运输线超过200台(套)设备分布在近400m厂房范围内,所以整套系统在现场设置了10套远程IO柜,用于采集现场设备信号和控制设备信号的输出,既节省了电缆长度,又提高了信号的稳定性,同时减少了干扰源和故障点。
② 现场触摸屏的使用
现场柜上设置触摸屏作为现场机旁操作使用,由于触摸屏采用软件编程来实现,可以更灵活地选择单个或多个设备进行操作,相对传统的按钮式操作盘更简洁、操作更方便。
③ 光纤网络的应用
为适应托盘运输线分布范围广的特点,连接主操作室、钢卷库操作室及两套主控PLC采用了光纤以太网;同时,对于连接现场远程IO柜的DP网络,也采用了西门子OLM连接的DP光纤网络。光纤网络的应用,避免了现场电气设备所产生的信号干扰,增加了网络传输距离,保证了整套网络系统的高效稳定运行。
④ 分区式控制
由于整个托盘运输线运输距离长,运行和检测设备多,为更好地实现自动控制和减少局部设备故障对生产的影响,将整个运输系统分为多个自动控制段,每个控制段既可以实现独立的自动运行,互不干扰,又可以实现自动衔接进行运输。
⑤ 上位操作简单
由于整个系统自动化程度高,操作室上位画面以设备运行监视为主。操作方面只需根据生产需要简单选择各区域的手/自动启动、停止,操作人员的劳动强度大大降低。
(2) L2系统
① 高可靠系统结构
a、 采用高性能容错服务器
系统采用Stratus ftServer 系列服务器,它是一种具有99.999+%连续运行时间的标准容错服务器。该系列服务器使用Intel公司Xeon 处理器,为Windows 环境提供了前所未有的高可靠性连续运行保障。
b、 在线离线双备份
系统可以在线备份,两个完全相同的机架,可实现在线故障的零切换。离线也可做系统备份,并且可实现热插拔切换。
② 高可靠通讯保证
a、 根据系统与数据的不同选用不同的通讯方式
对不同的系统选用不同的通讯方式,与轧线二级、轧线三级的通讯采用DBTODB方式,与自动化一级、HMI的通讯采用TCP/IP方式,即确保了数据的稳定性,又保证了数据的实时性。
b、 TCP/IP通讯方式的处理
TCP/IP的自动连接功能。断线自动连接时间是5s,重复连接间隔为3s。
重要数据采用冗余端口接收/发送。运输一级的钢卷位置信号是跟踪的依据,为确保跟踪正确,必须在10s内接收到此信号。为保证二级系统能接收到此信号,采用了冗余端口接收/发送。
临时缓冲区保存数据。对需要保存的数据,当通讯出现问题不能正常发送时,暂时将其保存在缓存区内,当通讯恢复后再发送出去,同时从缓存内删掉。
4 双排式托盘运输自动控制系统创新点
双排式托盘运输自动控制系统实现了“一键式、全自动”的运输功能,极大提高了钢卷运输效率,降低了故障率,减少了运输耗能与人工成本。其主要创新点如下:
① 钢卷的全程跟踪
钢卷从卷取机出来,托盘系统开始跟踪,直到钢卷入库。跟踪区域具体到每组辊道,而一般的系统跟踪只能按区域跟踪,不能具体到每组辊道。
钢卷从卷取机自动进入托盘,钢卷开始跟踪。先后经过重载提升、转台、检查线、称重装置1、喷号机、称重装置2、对夹装置、转台、吊装点,最终完成入库。在整个运输过程中全程跟踪,并实现与轧线系统、工厂管理系统信息的实时交互。
② 多通讯方式
a、 与HMI通信。服务器与HMI所传输的数据量较大,数据的实时性要求高,但可允许偶尔丢失少量数据,基于此选用TCP/IP通讯方式。
b、 与一级通信。由于一级所用的系统配置是S7-400,基于此选用TCP/IP通讯方式。由于PLC的限制,采用多端口进行通信,对于不同意义的数据包在不同端口上进行传输。
c、 与轧线二级通信。实时性要求不高,为确保数据不丢失,采用DBTODB通信方式。
d、 与轧线三级通信。实时性要求不高,为确保数据不丢失,采用DBTODB通信方式。
③ 高度自动化
实现了“一键式、全自动”的运输功能。
钢卷从卷取机上进入运输系统后,在无故障情况下,不需要人工操作,可实现钢卷的自动跟踪、转台的方向控制、进检查线的控制、自动称重与记录、自动喷号、自动对夹、跨的选择、吊装位置的控制,最终完成入库。
④ 高度信息化
作为整条运输线的指挥和管理系统,托盘运输L2系统又是工厂管理(L3)系统命令的执行者。托盘运输L2系统不断接收L3系统发送的数据与命令,分析判断后发送指令给L1系统;L1系统执行相关操作后将数据与执行结果返回给L2系统;L2系统将数据与执行结果上传给L3系统。整个运行过程中无需人为干预,可实现与工厂管理系统实时信息交互,从而实现自动喷号、称重、打捆、路由等自动控制。
5 双排式托盘运输自动控制系统技术应用前景
双排式托盘运输方式可以在热轧卷取区直接受卷,不需要天车辅助。承载托盘在运输辊道上,根据需要可自动直接被运送到检查站、热轧成品库等多个不同的目的地,无论是转向还是改变运输高度都可灵活实现。中间过程不需要人工干预。
自动化系统根据各工序的实际情况,可自动实现钢卷运输的局部存储,为下游故障处理提供缓冲时间,从而不影响上游工序的生产。整个运输过程中钢卷不落地,不需要倒运,不需要采用铁路和汽车运输。可采用全自动化操作,减少了作业人员。取消了天车上卷操作,提高了成材率,减少了工厂占地面积,是现有各种运输方式中运输能耗最小、物流运输周期最短的方式,完全满足冶金流程工程学对钢厂生产中运输问题的各项要求。
托盘运输自动化系统作为托盘运输系统不可缺少的部分,实现了钢卷运输的全自动运输、打捆、称重、喷号、吊装点控制等功能,降低了故障率,减少了作业人员,进一步提高了运输效率。经过2年的努力,双排式自动化运输系统成功应用到首钢迁钢1580mm与首钢京唐1580mm热轧运输线上。该技术具有广阔的市场推广前景。
6 双排式托盘运输自动控制系统的研发团队
首钢国际工程公司成立了教授级高级工程师李春生、何其佳领导的双排式托盘运输自动化控制系统开发课题组,课题组以电气自动化室主任、教授级高级工程师刘燕为组长,集中了工艺专家韦富强、刘天柱,电气专家刘芦陶,自动化一、二级控制系统开发人员李洪波、王超、雷百川、郑江涛、许芦君、王勇、王夏书等优秀人才,经过2年的集中开发,包括大量一、二级实验室测试,自主开发了双排式托盘运输自动化控制系统,并成功应用于首钢迁安1580mm热轧与首钢京唐1580mm热轧运输线上,取得良好效果。公司技术团队将再接再厉充分利用多年来积累的技术经验,充分发挥与生产操作密切结合的优越条件,将钢卷运输自动化控制技术不断创新发展,为客户提供更加优质的服务。

图2 双排式托盘运输系统工程实景图
(撰稿人:王夏书 王超 李洪波)