��Ч����ʽȼ�ռ������о���Ӧ��
2014-08-09 12:49 ��Դ��������Ѷ ���ߣ��µϰ�
1.1 ����ʽȼ�ռ����ķ�չ
����¯��ͳ�����Ȼ��շ�ʽ�ǿ���Ԥ�Ȼ��ú��˫Ԥ�ȷ�ʽ����Ҫ��ͨ���ӳ�������¯��ͣ��ʱ�䡢���������¶ȣ�Ԥ�ȿ������ú��˫Ԥ�Ȼ��������������ﵽ���ܵ�Ŀ�ġ����ֹ��ȷ�ʽ�������¶���300-500��֮�䣬��¯��������Ԥ���¶��Լ�ú���Ƿ�Ԥ�ȶ�Ч����ͬ�������������졢����װ���Լ����Ƽ����ķ�չ���ֹ��ʹ��̹�˾��20����90�����ʼ�������������ƹ�Ӧ�õ����߲����ּ���¯�����Ͱ�������¯��¯Ҥ�ϣ�ȡ�������õ�Ӧ��Ч����
1.2 ���ȼ���ԭ����ϵͳ���
1.2.1 ����ʽȼ�ռ���ԭ��
����ʽȼ�ռ���(�ֳ�“���¿���ȼ�ռ���”�����HTAC)���ձ�ѧ��������һ������20����80���ĩ�����һ��ȫ�¸���ȼ�ռ��������ѻ��������������Чȼ�ռ�����NOx�ŷŵȼ����л��ؽ���������Ӷ�ʵ�ּ����ܺͼ�����NOx�ŷ�����˫��Ŀ�ġ�
����ȼ�ռ�������ԭ����ͼ1��ʾ���ӹķ�������ij��¿����ɻ����л���������ʽȼ����A��������ʽȼ����A���մ���������ȣ�ʱ�����ȣ��ڼ���ʱ���ڳ��¿��������ȵ��ӽ�¯���¶ȣ�һ���¯�µ�50-100°C���������ȵĸ����ȿ�������¯�ź�����Χ¯�ڵ������γ�һ�ɺ�����������21%��ϡ��ƶ������������ͬʱ��ϡ�����¿�������ע��ȼ�ϣ�ȼ����ƶ����2%-20%��״̬��ʵ��ȼ�գ�ͬʱ��¯����ȼ�պ������������һ����ʽȼ����B���������¯���ڸ���������ͨ������ʽȼ����Bʱ�������ȴ���������ʽȼ����B�ڣ�Ȼ���Ե���150°C�ĵ��������������ų��������¶Ȳ��ߵĻ�����һ����Ƶ�ʽ����л���ʹ��������ʽȼ����������������Ƚ��湤��״̬���Ӷ��ﵽ���ܺͽ���NOx�ŷ�����Ŀ�ģ����õ��л�����Ϊ30-90s������ʽȼ�ռ����ɹ㷺Ӧ����ұ��ʯ������е�����ġ���¯����ҵ���ȹ��豸�ϡ�
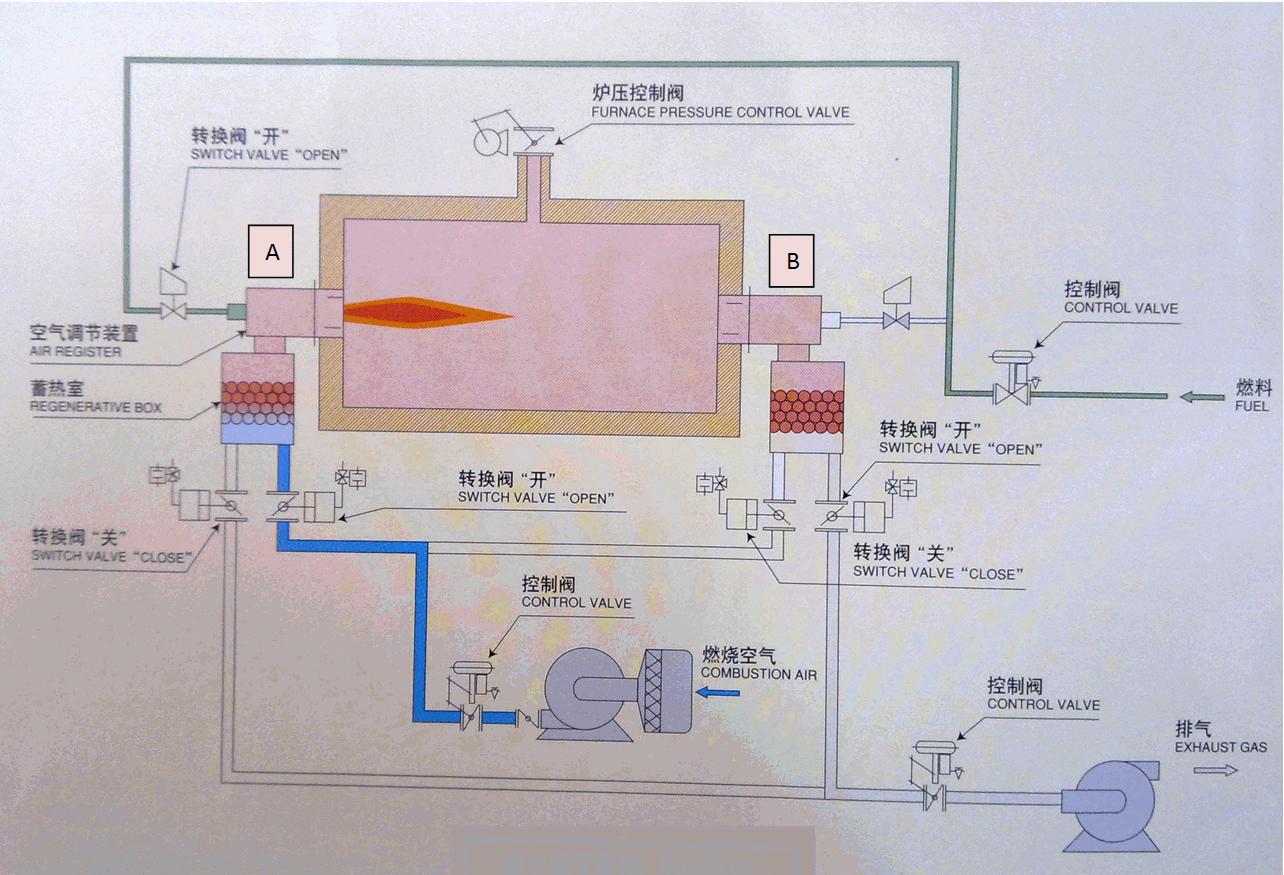
ͼ1 ����ȼ�ռ����Ĺ���ԭ��
����ȼ�ռ�������Ҫ�����ǣ�
1����������ʽȼ�ռ����������л�������������ú����������ʹ֮���������壬�ܹ�����ȵػ��ո��������������ȣ��Ӷ��ﵽ����Ƚ�Լ��Դ��һ�����10%-30%��������ȹ��豸��Ч�ʣ�ͬʱ���ٶԴ��������������ŷţ�CO2����10%-70%����
2��ͨ����֯ƶ��ȼ�գ���չ�˻���ȼ��������߽缸����չ��¯�ű߽磬ʹ��¯���¶ȷֲ����ȣ�
3��ͨ����֯ƶ��ȼ�գ������������NOx���ŷţ�NOx�������40%���ϣ���
4��¯�ڴ���Ч����ߣ���ǿ��¯�ڴ��ȣ�������ͬ�ߴ���ȹ��豸�������10%���ϣ�
5������ֵȼ�ϣ����¯ú��������¯ú����ת¯ú���ȣ������������ȵĿ�����������ȵ�ȼ���ɻ�ýϸߵ�¯�£���չ�˵���ֵȼ�ϵ�Ӧ�÷�Χ��
1.2.2 ����ʽȼ��ϵͳ���
Ŀǰ������ʽȼ�ռ�����Ҫ����������������Ͷ���������Ƽ����������������ͻ���ϵͳ�������������������Ҫ�������������塢������������ש������װ���ɻ��Ϳ���ϵͳ��ɡ�
����ʽȼ��ϵͳ�ؼ��������塢����ש�ͻ�����ơ�ѡ�ͺ������Լ�������Ʋ��ԣ���������¯�ܷ�ɿ�����ȫ���еĹؼ����Ǽ��ټ���¯�Ĺ��Ϻ�ά���Ĺؼ���Ҳ�ǹ��̼�����Ա�о��Ĺؼ���
2 ��Ч����ʽȼ�ռ���������Ӧ�����
��Ч����ʽȼ�ռ������ֹ��ʹ��̹�˾���Ĵ����һ�ҵ¯Ʒ�Ƽ���������20����90��������ֿ����о�����ʽȼ�ռ������Ը������ԭ�����ؼ��豸�Ĺ����Խ�����ϵͳ�о����γ�ϵ�л���Ʒ��Ŀǰ�ѽ����������ȼ�������������+ú��Ԥ�����ʽ��������ú��˫���ȼ������õ�Һ̬�������¹�ּ���¯�����Ͱ�������¯�ͷ�������¯�ϡ�ӵ����������ר����ʵ������ר�������гɹ���
2.1���������Ⱥ�ú��Ԥ�����ʽȼ�ռ�����Ӧ�ú�ʵ��
��Ǩ��1580mm���־���1580mm��2250mm�������Ͱ�������¯������8360-9614KJ/Nm3���ú��Ϊȼ�ϣ��絥�����ÿ���������ȼ�շ�ʽ������60%-70%���������������ȣ�����30%-40%��������¯β���̵��ŵ�����������ÿ�ú��˫����ȼ�ռ�����һ��Ͷ���Լ۱Ȳ����ʣ����Ǻ�����Ӧ�������¯�������ȵ�Ҫ���ֹ��ʹ��̹�˾�����˿���������+ú��Ԥ�����ʽȼ�ռ���������ȼ�������ȵ�1000�����ϡ�ú�����ý���Ԥ����Ԥ�ȵ�300�棬ʹ����ϵͳ��ԣ��30%-40%������ú��Ԥ�����������¶Ƚ���330�������ŵ���������������¯�ۺ������¶���220�档����������+ú��Ԥ�����ʽȼ�ռ����ص����£�
1����������ʽ��������¯��8360-9614KJ/Nm3��¯����¯��ת¯���ú��Ϊȼ�ϣ����ÿ�������1000��������ú��Ԥ��300�����ʽȼ�ռ���������������ֵ�����¯�������ȹ���Ҫ���ͬʱ��ʹȼ��ϵͳ�ĸ����ԡ�����Ͷ�ʺ����ԡ��������Ȼ������Լ�����ά����֮���ѧƥ�䣬ȼ�Ͻ�Լ�ʴ�14.7%��
2�����ö����ɿ����泬��NOx�������죬���̴�����������ȼ��ʱ�䣬�ؿ�������ȣ�����¯������¯���¶Ⱦ����ԣ����Ŀǰ�������ȼ���¯�ձ���ڳ�¯�����м��¶ȸߡ�ͷβ�¶ȵ����⣬ͬʱ�ŵ�����������NOx��200mg/Nm3����89.4mg/Nm3��Զ���ڹ��һ������涨��150mg/N m3��
3���ڸ������ȶ��������̹ܵ������������װ�͵��ڷ������и�������ȼ�ն��������Զ�“������”���ƣ������������̶ε�������ʵ�ֹ����������ƣ��������ʽȼ�ռ���һֱ���е��������⣺��¯ѹƫ�ߣ����Ʋ��ȶ���¯���Ŷ�ð������Ƚ����أ��������¶�ƫ��ƫ�ͣ������¶Ȳ����ȣ�����������ϵͳ�Զ���Ͷ�벻��ȥ������Զ�����ֿ�״̬��
4�����������ȡȫ��ɢ�����������Ҹ������ȶ��ڲ�ȡʱ�������ɢ�������������ڻ������������¯ѹ�����Լ��������ȶ���¯ѹ������
5������“ʱ����”ȼ�տ��Ƽ���������˴������������ڵ��ɹ���ʱ������Բ�������Լ������ڴ�ͳ“�̶����”ģʽ�¹���ʱ��¯�������¶��ݶȴ�����⣻
6�������ɿ����泬��NOx�������죬����ú��������ȴ������ķ缼���������������ú�����ʹ������ͬʱ����֤����ʱ���������ԣ�
7������ȫ�Զ����ϵͳ��ʵ�ֺ�¯�����“һ��ʽ”������
Ǩ��1580mm������1580mm��2250mm��������¯��������ʽȼ�ռ�������ȡ���˺ܺõ�Ч�����ر���Ǩ��1580mm�������¹�ּ���¯������Ӧ�ô��������ö�����ҷ�����ʵ������ר����ר���ţ�ZL 2010 1 0163542.2��������2250mm������Ǩ��1580mm�����ֱ���2010�ꡢ2011���ȫ��ұ����ҵ���㹤�����һ�Ƚ���������ָ��ﵽ�����Ƚ�ˮƽ��
2.2������ú��˫����ȼ�ռ�����Ӧ�ú�ʵ��
�ֹ��ʹ��̹�˾���������������µ���������NOx˫����ȼ�ռ���Ӧ�����Ը�¯ú��Ϊȼ�ϵļ���¯�ϣ�ȡ�������õ�Ч�����似���ص����ڣ�
1�����ͳ���NOx��������
����Ӧ�ò��ö����ɡ����µ���������NOx��ú���������ʽ˫�������죨ר���ţ�ZL 2011 2 0414112.3��,����Ŀ�����ں�ú�����Ϊ������ϣ����찲װ��¯���ϲ�ʱ������������ϣ�ú��������£���ú��������б����ϣ����찲װ��¯���²�ʱ���෴�������ڼ��ȹ����У�ú����ʼ�ս������ϣ������ϱ����γɻ�ԭ�Ա������գ���Ч���������ڼ��ȹ�����������Ƥ�IJ�����
���ʽ����Ŀ�ú������Ƕ�ṹ��ȼ�չ����и������¯�ŵĶ����ɵĿ�������ú�������ܹ������������������ȼ������ϡ��ȼ��������Ũ�ȣ����������ɢ����Ϊ��Ч����ȼ�չ����в�����NOx�������������ڶԸ������о��ȷ��䴫�ȡ�
�����ں�˸���װж������ļ����ţ�������������㡣���ʽ����ṹ���գ���¯���ϲ��÷��㡣
��ר�������������ּ���¯�ϣ������������ٸ������������𣬴�����¯��������������Ҳ���Լ�����̼����߸�������������
2�����ͻ���װ��
����������ͨ��ʵ�ֿ�����ú��ϵͳ��ɢ�������ڷ�ɢ�����������죬����������֮������ӹܵ��̶�С����˻���ʱ¯�ڼ��ȼ��ʱ��̣��ϸ�ɢ����ϵͳ��������ÿһʱ��ֻ��һ�������ڻ������Ի����¯�º�¯ѹ��Ӱ�콵����͡�
������ͨ�����������꼰������ϵͳ��������ʱ��ú���෧��������෧����Ե��������ζ�������������“�ȹغ�”���ž���ú���������ͨ�Ŀ����ԣ�������Լú�������Ҽ���ر���ϵͳ��ȫ�ԡ�
�ֹ��ʹ��̹�˾��Բ�ͬ�Ŀھ��Լ��ӿڷ�������ϵ��ר����Ʒ��Ӧ�õ�����ʵ���У�ȡ������Ӧ��Ч������ö������ר����
3������ʽȼ�ռ��������塢��εȿ��Ƽ������������ʽ¯��Ӧ�����
����һ�黻����һ�������ڵ�����2�����죬����������ÿһ������������һ�������Ŀ��ƶΣ����ҿ��Ե����������գ��ṩ��Ϊ���Ĺ��ȸ��ɿ����ֶΡ��ڼ���¯���¶β���“���”ȼ�տ��Ƽ������ڼ���¯�Ͳ�ʱ��¯β��¯ͷ�����ж��������죬�ӳ�����¯Ԥ�ȶγ��ȣ����������¶ȣ�ʵ���������¯�������ȣ��ڼ���¯���¶β���“����”ȼ�տ��Ƽ�������������ʼ����100�������������������������������ѣ�¯�������¶ȳ���Ϊ���ȣ�������������ϼ�������������������¯ʱ�䣬��Ч�������ָ��������ڸ��¶�ͣ��ʱ�������������������̼��������������ղ�Ʒ�����ͳɲ��ʣ����ͬʱ��������ͨ���ǽ������еģ��Ա��������ú�������Լ�¯��ѹ����ͻȻ�仯��Ӱ��ϵͳƽ�����С�
�ֹ��ʹ��̹�˾���������Ϳ�ú��˫����ȼ�ռ����Ѿ��ڳ��θ�����˾180t/h������ʽ����¯��120t/h������ʽ����¯���������������˾140t/h��Ʒ��������¯�ȶ�̨����¯��Ӧ�á�����ʵ�����������ȶָ��ܺ���1.07GJ/t�����ϳ�¯�¶��²20�棬��ȡ�����þ���Ч���ͬʱ��NOx��CO2��SO2��ȼ����Ⱦ����ŷ��������٣��ر���NOx����������������ɷ���NOX����Ϊ75.2mg/Nm3,Զ���ڹ��һ����淶150mg/m3�ı���
3��Ч����ʽȼ�ռ����ƹ�Ӧ�õ����ƺ�ǰ��
�ֹ��ʹ��̹�˾ͨ�������о��������ƹ��Ӧ������ʽȼ�ռ�����ʵ��֤��Ӧ�ø�����ڽ��ܻ������������¶������ƣ�
1�����ϳ�¯�¶ȸ�����
����ȼ�ռ�������������������ɶԲ��ã�ͨ������ȼ�գ�������¯�����������������¯���������������ȣ���С¯ǽ�ڱں�¯���ĵ������¶Ȳ¯�������¶ȳ����Ӿ��ȣ�������ϳ�¯�¶ȸ�Ϊ���ȣ��������������ȶ��Ժͳ�Ʒ���ȵĿ��ơ����1��ʾ������¯������¯�������ϳ�¯�¶Ⱦ����ԱȽϡ�
��1 ����ȼ�ռ���������ȼ�ռ����������ϳ�¯�¶Ⱦ����ԶԱ�
|
�� Ŀ
|
����ȼ�ռ���
|
����ȼ�ռ���
|
|
����ȫ���²�
|
≤30��
|
≤20��
|
|
���϶����²�
|
≤30��
|
≤20��
|
2��ȼ�Ľ���
��������ȼ�ռ���֮���Խ��ܣ���������ȼ�ջ���ʵ�����������ȼ����գ����2��ʾ���Ӷ�����ȼ�ռ����ͳ���ȼ�ռ������еĶԱȲ��ѿ���������ʽȼ�ռ�����һ����ܼ����뻷���Ѻ÷�չ����ɫ����������
��2 ����ȼ�ռ���������ȼ�ռ����Ա�
|
�� Ŀ
|
����ȼ�ռ���
|
����ȼ�ռ���
|
|
ȼ�ջ���
|
���¡��������������¯��
|
���¡�����
|
|
��������
|
����ȼ��
|
��ɢ����ȼ��
|
|
���������
�����¯���¶ȣ�
|
��200-300��
|
��50-100��
|
|
�������ú��Ԥ���¶�
|
�Q500��
|
�R1000��
|
|
�����¶�
|
300-500��
|
≤150��
|
|
ȼ�Ͻ�Լ��
|
��
|
10%-20%����Գ���ȼ�ռ�����
|
3��������¯�ڼ��ȹ��������������ʽ���
����ʽȼ�ռ�����ȼ�ջ���������ɢ������ȼ�գ�û�����ԵĻ����������ͬʱ������ʽȼ�ռ����ܹ�ʵ�֣������ڼ��ȹ������������ú����ʼ�ս������ϱ��棬�����ϱ����γɻ�ԭ�Ա������գ���Ч���������ڼ��ȹ�����������Ƥ�IJ�����������������ʽȼ�ռ�����������¯�ڼ��ȹ�����������������Գ���ȼ�ռ�������0.1%-0.2%��
4��������NOx��Ũ�Ƚ���
�о�������ұ�����¯ȼ�չ���NOx�����ɻ�����Ҫ��������NOx���ɻ��ƣ�ȼ����ȼ�չ�����NOx�IJ���ȡ����ȼ������O2Ũ�Ⱥͻ����¶ȣ�ȼ������O2Ũ�Ⱥͻ����¶�Խ�ߣ�NOx������Խ�࣬������NOxŨ��Խ�ߣ�������ʽȼ�ռ�����ȼ�ջ���������ɢ������ȼ�գ�û�����ԵĻ��������������Ч����ȼ�չ�����NOx�IJ�����������������ʽ����ȼ��������NOx�ĺ�����70-100mg/ Nm3��Զ���ڳ���ȼ��������NOx 100-200mg/ Nm3�ĺ����������Ϲ��һ����淶�涨NOx�Q150mg/ Nm3��Ҫ��
5����Ŀ�ļ����;���ָ�����
��ҵ¯Ҥ��������ʽȼ�ռ����ڹ���һ����Ͷ������Դ�ͳȼ�ռ������Ͷ��5%-10%����������ʽȼ�ռ�����װ��ˮƽ��ͬ��Ͷ�����в��죩������ά�������������ӣ�����Ӧ������ʽȼ�ռ������Դ�������������棬�ӹ��̼������÷����Ƕ���������������ʽȼ�ռ���Ͷ��������Զ���ڳ���ȼ�ռ����������� �µϰ���