��һ�������սἼ�����з���ʵ��
2014-09-25 20:04 ��Դ��������Ѷ ���ߣ�������
Ϊ���ģЧ�����ս��豸��Ȼ�����ͻ���չ����Ҳ��ұ��ҵ�ķ�չ���ơ�ʵ�������������ս��������λ����Ͷ�ʵ͡���������ָ���ţ����Ҳ�Ʒ�����á��Ͷ������ʸߣ�������Ȼ���������ľ���Ч�档�ڵ�ǰ�г������������ҵı����£���ʤ��̭����Լ������ģ���Ĵ����ս��豸��Ȼȡ��С����ɢ��װ��ˮƽ�ϵ͵��豸�����Ÿ�¯�����ķ�չ��¯���������ú��������ԭ����¯��Ȼ���ô����ս��豸���ս��豸���ͻ�������Խ��Խͻ�������ϲ��ս���Ϊ20����80�����չ�������սἼ��������ʮ�������õ��㷺Ӧ�úͿ��ٷ�չ���ձ���Ϊ���ϲ��ս��ܹ������ս��ǿ�ȡ���߳�Ʒ�ʡ�������ȼ�����ĺ����Ⱥġ�����FeO���������ԭ�ԡ���ˣ����ս��豸���ͻ���ͬʱ���ص㿼�Ǻ��ϲ��սἼ�����ơ�
2005�������ܹ�˾����ʵʩ�ְ�Ǩת�Ƶ�ս�Է�չ�滮——�ںӱ�ʡ������ۿڽ���һ��970��t/a�ֵ��־������ϸ���������Ϊ����“ʮһ��”�ص㹤�̣�Ϊ����2×5500m3�ش���¯ʵ���ȶ������ܡ���Ч�������������ս��ԭ�ϵ�Ҫ��������2×500m2�����ս����������ʩ����ͬ�����־��Ƹ�����“��Ч�ʡ��ͳɱ�����Ч�桢��”������ƽ̨��2005�꣬�־���500m2�����ս���ڹ��������״ν��裬�ս᳧����ɱ����ֹ��ʹ��̼�������˾�����е����������־����սṤ��Ϊ����������һ�����ͻ��սṤ�ռ������о���Ӧ�������
1 ��һ�����ͻ��սṤ�ռ���
1.1 ���ͻ��ս�������������չ
��һ���ս��������ռ������ս�������������չΪ����һ��ͨ�����ս��������ա��豸�����̿��ơ��������е��о���ؼ�����ͻ�ƣ�Ϊ��¯�ṩ���ʡ���Ч���ͺġ������ȶ����ս��ڶ���ͨ�����ս�����������Դת�����о���ؼ�����ͻ�ƣ�������Դ���ģ���������������ã�ʹ�����ܺĴﵽ��������ˮƽ��������ͨ�����ս��������̷���������—����������Դ�����о���ؼ�����ͻ�ƣ�ʵ���ս������������ɫ��ѭ��������
1.2 ���ͻ��ս������������̴���
����ұ����������ѧ���ۣ��о��ս���������Ĺ��ܡ��ṹ��Ч���Ż����������̺�ɢ��С�������չ������Ƚ��սᾭ�飬���ö�̬—��������۴�������Ƽ���ȼ�����顢���弯��ɸ�֣���ȼ�����顢���ϡ�����������ս���ȴ����Ʒɸ�֣��ս�������������νӣ�����ȵ����������˾�ͼ�������ת�ˣ�ʵ���ս������������̵�����Э��������Ч�����������������־����ս᳧ȫ��ռ������ȳ�����Ƽ���30%��ת��վ����3���������ս᳧�ӹ����ռ���ʱ����ȷ��涼���ڹ����Ƚ����У������1����2��
��1�������־����ս᳧�����Ͽ�ʼ�����ս�������ս᳧��������������6.04min��������������ʱ����̡���2��ʾ����2×360m2��2×450m2�ս������������̱��ϣ��ۺϼ�������ָ�������
��1 �������̵Ĺ���ʱ��Ƚ� ���е�ʱ�䵥λ��min
|
�������
|
ʱ������
|
�ۼ�ʱ��
|
�������ʱ������
|
��������ۼ�ʱ��
|
|
���������
|
0.8
|
|
0.831
|
|
|
���������
|
2.5665
|
3.3665
|
4.769
|
5.6
|
|
�ս������
|
2.675
|
6.0415
|
2.885
|
8.485
|
��2 �����ս������������̱Ƚ�
|
����
|
�־���
|
2×450m2
|
2×360m2
|
|
��ͼռ��/Mm2
|
0.174
|
0.249
|
0.162
|
|
���ս��ռ��/Mm2
|
0.00016
|
0.00028
|
0.00022
|
|
��Ի�������
|
0.72
|
0.83
|
1
|
|
�����Ӫ����
|
0.67
|
0.81
|
1
|
2 ��һ���ս�װ������
�����ս����Ϊ�������սἼ���ķ�չ�������־����ս᳧�Ľ�����500m2�ս����580m2������Ŀ�����Ӧ��Ϊ�������������ս���ͻ������Ӧ�������������Ŀ�����Ӧ��Ϊ��Ҫǰ�ᡣ
2.1 �ս��̨������ӿ�����
�ս��̨������ȷ��Ϊ5m��������ӿ���5.5m��ʹ�ս����������500m2ʱʵ���ս�����ﵽ550m2���з��ս��̨��ʱ����ȡä��ӿ��������ӿ��ľ����ܹ�ȷ����Ե��Ѽӿ�����������������������ϡ�ͨ�����������ӿ�����������ʵ���ս��������10%���ս�����������Լ5%-12%���ֿ�ķ�������Լ5%-10%���ս������ú�ļ��٣���λ�ܺĽ��͡�
��Ͷ��500m2�ս������������£����550m2���ս����ʹ����Ч�������̨��װ����ͼ1��ʾ��������ijɹ�Ӧ�ã��ṩһ�ָ�Ϊ��Ч�Ľ�����������˼·��ͨ�����㣬��ͬ���ȵ�̨�����Դﵽ��ͬ���ս��������5m���������ս��������ս�������Դﵽ660m2��
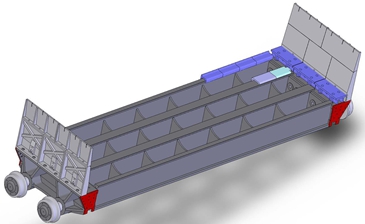
ͼ1 �ս��̨������װ��
2.2 �ս��豸��Ӧ���ϲ��ս�
�ս����ղ�ȡ���ϲ��սἼ��������Ϻ�750mm������Ϻ�ɴ�860mm�������ս��̨�����ȶ�ͣ��ʱ����Խϳ������ϲ��ս���ʹ̨���¶Ƚϸߣ���̨���ĸ������ṹ��Ӧ��Ҫ��ϸߡ��з��ս��豸��Ӧ���ϲ㼼����ͨ�����β���ʵ���ս���ϲ��ȴﵽ860mm����������װ�ã�����860mm�����ϲ��ս�����Ҫ�������Ľ�����43.85kg/t���з������ս��ͷβ�˲������ܷ�װ�á�̨���������Զ��ܷ⡢���ܷ�̨�����塢�������������ȼ�Ӧ���ڴ����ս�����ս��©���ʽ���25%���ս��Ľ���36.7kWh/t��ͬʱ����̨����ά�����á�
2.3 �ս������Ӧ�øĽ�����
�����ս�����ɴ��Զ���ˮƽ�ߣ���װҪ��ߡ���Ҫһϵ�м�������֧�֣���Ҫ�������¼�����
(1) ����϶���Сբ�űջ���������
�о������Ӧ������Һѹϵͳ���������ߵ���Ҫ��ʵ�ָ�ˮƽ�Զ����ջ����ơ�
(2)�������Դ�������
ѡ�ý���BFT���Դ�������������װ��ʽ������ƸĽ���ʵ���ֳ������װ��ʵ�ֻ�����ʾ��Զ�̼��ӿ��ƣ��Դ��������Ӳ��٣����������ر�����ʩ�����սᴫ�����״β������������ӣ��ڴ��ݴ�Ť��ʱ�����ͳ����������������������⣻�״����������������ƽ��װ�õĻ�����װ���ӵ��������㰲װ����������
(3) ����̨������
��Ը������ع��������ù����Ƚ��ĺ��кϽ�ɷֵ�������������
(4) ������ϵͳ
���ù����Ƚ����ܼ���������ʵ�ֶ�ÿһ�������������������������
(5) ����ͷβ�ܷ⼼��
�з�ר����Ӧ�����ս������ͷβ�����ܷ�װ�ã��ر��ڷֶ����ӡ����尲װ�νӡ��Żҷ��涼�ж�����ơ�
2.4 �����̨���ӿ�����
��ƥ��Ҫ���������ƹ��ȷ��Ϊ580m2�����ս��̨�������ӿ�����ʾ�����������ñ�Ե������˼·Ӧ�õ�580m2������ϣ��״ο��������������ӿ���������ƻ�����Ĺķ����Ϊ520m2��ʵ����ȴ����ﵽ580m2��ʹ��ȴ�������11.5%���ս����������5%-8.2%��ʹ�ֿ���ȴ�ķ�������Լ5%-8%��̨������װ����ͼ2��ʾ��
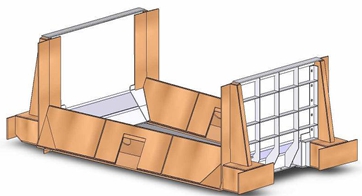
ͼ2 �����̨������װ��
2.5 ���������Ӧ�úĽ�����
Ϊ��֤���ͻ������˳�����У���ȡһϵ�м�����ʩ���뱣�ϣ���Щ���������������
(1) �����ʹ�������
�з�ר������580m2������Ľ����ʹ����¼���——�������ִ���װ�ã�����ռ��С�������졢��Һѹվ��ά���ٵ��ص㡣
(2) ������ά��Ƽ���
�������������ƹ��������ռ���˶���Ϊһ�����ά��ƣ����������̨���ص�ǿ������֧�Žṹ����ʵ��������ȡ������Ч����
(3) ����©���ڱڵ�������ĥ�İ弼��
��������һ���϶�ʽ��������ĥ���¼���������������Ƶ��ڱھ��нṹ����װ�������㡢ά�����ص㣬ʹ��Ч�����á�
2.6 �߶��Զ�������
�߶��Զ���ʹ�����ɿ��������������ر�֤�ս������ȶ�����������������Ҫ��Ϊ���ϲ��ս��ṩ֧�֡������ս�ϵͳ�Զ���ˮƽ������Ҫ��������������������
(1) ���м����Ӧ������ǿ������������Ҫ����ϵͳ�������������Ҽ�������������Ҳ���ֱ�۵�ͼ�λ�������������24��ڹ�ʽҺ����ʾ�����ɿ��ƺͼ���ȫ���豸���С�
(2) �߱������з����ս����ܱջ�����ϵͳ���ս����ܱջ�����ϵͳ��Ϊ�����Զ����ƺ������Զ������������֡������Զ����ư�������ִ��Զ����ơ������ˮ���Զ����ơ��ս����Զ����ơ��ս�����ϼ������Զ����ơ��ս�������Զ����ơ��ս��յ��Զ����Ƶ�ģ�顣�����Զ����ư����ս���ȱջ��Զ����ơ��ս��FeO�ջ��Զ�����ģ�顣�ս����ܱջ�����ϵͳ���ܹ����ݸ���ģ��Ĺ�����ʵ���Զ�������ȡ������λ��Ա�IJ���ְ�ܡ�ͨ���ս����ܱջ�����ϵͳ��ʵ���˹��������ѻ�������ﵽ�IJ���ˮƽ���Ӷ�ʵ���ս����ˮƽ�ʵķ�Ծ�����������ս�������ָ���������
3 ʵʩ���ϲ��ս�
���ϲ��սṤ�յ����ۻ�����“�ս��ϲ��Զ�����ԭ��”����Ϊ�ս���̵�“���ܼ���”�ṩ�˿��ܣ�ҲΪ�����սἼ������������������ͬʱ�Ը����ս���������кô���
���ϲ��ս���Ϊ20����80�����չ�������սἼ��������ʮ�������õ��㷺Ӧ�úͿ��ٷ�չ������ʵ�����������ϲ��ս��ܹ������ս��ǿ������߳�Ʒ����������ȼ�����ĺ����Ⱥ�������FeO���������ԭ���ȡ�ʵʩ���ϲ��սṤ�գ���Ҫͨ�������߸����档
3.1�Զ�����ϵͳ
����ȷ���ϵ���ս��������ȶ��������ս������Զ���ϵͳ����������Τ����˾�Ŀ���ϵͳ����Ϊһ������ϵͳ����ϵͳ��һ������ϵͳ��Ҫ����ս�����ȫ���̵����ݲɼ�����������ʾ�ͼ�¼���Լ������趨������������ִ�ж��������̵��������ڿ��ƺ���˳����ơ����̿���ϵͳ��Ҫ����ս��������̵IJ���ָ������ҵ������ģ�ͼ��㡢���ݴ������洢��ͨ�ŵȹ�����Ҳ����ר�ҿ���ϵͳ�����ϵͳ������ϵͳ�ṹ��ͼ3��ʾ��
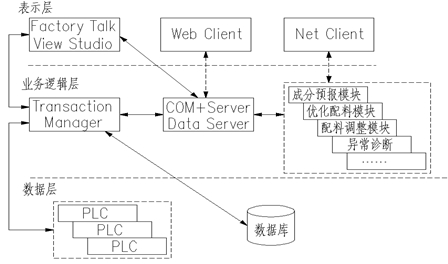
ͼ3 ����ϵͳ�ṹͼ
����ϵͳ��Ҫ���������ս��ѧ�ɷ֣���ؼ��Ǻ���ȷ��ԭ������Լ�ʵ�����������ȶ���ȷ���ơ�����ϵͳĿǰ��Ҫʹ���Ż�����ģ�ͺ����϶�̬����ģ�͡�
3.2 ǿ���������
�ս��������Ϻ���ʽ���ͻ���������Ϲ���ȡһ�λ�������λ������ϻ�ѡ��ԲͲ��ϻ���һ�λ�ϵ���ҪĿ����Ϊ�˽�����ϼ�ˮ��ʪ����ֻ��ȣ�����в��������Ĺ��ܣ����λ�ϳ��˼��������⣬��ҪĿ������������ʹ����ϴﵽ���յ�ˮ��Ҫ��ȥ���ڴ��ս᳧����ϵͳ�Ļ������ʱ�䲻���Ӱ���ս������������ս᳧���ʵ������������Ż���ϡ�����ʱ����
һ�λ�ϲ���2̨Æ4.4×18mԲͲ��ϻ�����װ�Ƕ�3.0°�������Ϊ14.1%�����ʱ��2.4min��һ�λ�ϼ����ǻ�ˮ����Ϊ����������ˮ�����λ�ϲ���2̨Æ5.1×28mԲͲ��ϻ�����װ�Ƕ�2.5°�������Ϊ11.2%�����ʱ��4.16min������Һѹ���ﴫ��������������Ҫʵ�������٣���֤����Ч�������������ԡ�ͬʱ��Ʋ��ú�����ˮ�������������ˮ�֣�PLCϵͳǰ����ʽ�Զ����Ƽ�ˮ��������ϼ�ˮ��Ҫ��һ�λ�ϻ��ڽ��У����λ�ϻ���ˮ��Ϊ�������������ԭ�Ϻ�ˮ�������������ˮ�ĸ���ֵ���ֱ����һ�λ�ϼ�ˮ��(Լ�ܼ�ˮ����80%)�Ͷ���ļ�ˮ����������ˮ�ܷ������������������ˮ����һ��Ͷ���ij���Ƥ���ĺ�����ˮ���Dzⶨ������PLCϵͳ��������һ�������ˮ�����ﵽ���˵�ˮ��ֵ��
3.3 Ԥ�Ȼ����
Ϊ�ﵽ�ս��Ҫ�����£�����ʪ���������������¶Ƚӽ�¶���¶�ʱ�����Լ������������ʪ����ս�IJ���Ӱ�죬��������ϲ�����ԣ������ս�������������ս�������������Ȳ����ĵ�ѹ����������ˮ���ӵ�������ϻ���Ԥ�Ȼ���ϣ�������£�����ϲ����ԡ�ͬʱ�����ս��ǰ�����������������Ԥ�Ȼ���ϵĴ�ʩ������������������������Ի�������Ȳ�����������ͨ���������ʩ����������¶���ߵ�65�����ϣ������ϲ�����ԡ���ʵ��Ԥ�Ȼ�����������Ŀ�ģ��ִﵽ�����ۺ����á�
3.4 ��ʽ����ʽ����
������ʽ�����������������ڲ��Ͽ���е�ƫ��������Բ������Ź��IJ��Ϸ�ʽ��Բ�����д�բ�ź�6��Сբ������Сբ�ſ��ȿ�����Һѹ�����Զ�������ͨ������Բ��ת�ٺʹ�Сբ�ſ������ɱ�֤����ƽ����ͨ�����ھŹ�ת�����ɸ��ƻ������̨���ϵ������ֲ����������ϲ����������������ϲ�֮����ս��¶Ȳ��������ͷ�����������ս��ǿ�ȡ�
�ս������У����������Ź�ת�٣�����̨���ϻ���ϵ������ֲ�������������ʵ�����Ź�ת����35r/min����22r/min�����ս��������Ը�����
3.5 �ȶ��ս��յ�
Ϊ�ȶ��ս��յ�λ�ã����ƺô�ֱ�ս��ٶȣ���ȡ�Ĵ�������Ϸ����Է�������¶Ƚ��з����������Ƚ����ս��¶���������ս��յ���ж���Ϊ��ȷ�����ս��յ��ṩ��ѧ���ݡ����ʵ���ս��յ�(BTP)���¶�������(BRP)��ȷ�жϣ������¶���������ȡб�������ķ������ܹ����õ��ʺϹ��������岨������ͼ4��ʾ��
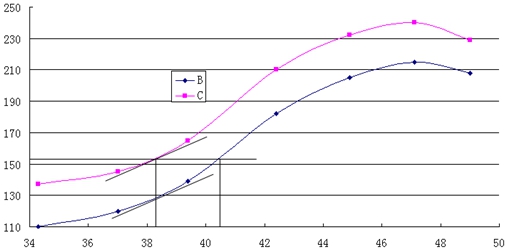
ͼ4 �����¶�����
ͼ4���������ֹ����µ��¶���������ͬ������ù̶������ķ����õ����������������б�ʷ��ܱ������������
(1) ������С���˷��Է����¶Ƚ����Ĵ�������Ϸ������õ���ʵ��Ӧʵ�ʹ��������ߣ�Ϊȷ�жϵ춨������
(2) ����б�ʷ������߽��з������õ�BTP��BRP��ȷλ�ã��ϴ�ͳ���˹��ж�ȷ����ߣ�ȷ�ʴﵽ99%��
(3) ����ֱ�ӿ���BRP������ӿ���BTP�ķ����������ս��յ����ʱ��40%���ս��յ��ȶ��ʴﵽ98%��
(4) �����ֵķ������ս�����ȷ����ϵĴ�ֱ�ս��ٶȽ��з���������ָ�����Ϲ��̣������ս���̵IJ������ԣ����ͷ����ʡ�
3.6 ����FeO����
�ս���е�FeO��������Fe2O3��ϵ�Fe3O4(������)����SiO2��ϵ�2FeO·SiO2(�����ʯ)����SiO2��CaO��ϵ�CaOx·FeO2-x·SiO2(�������ʯ)�Լ�������FeOx(������)����̬���ڡ�FeO����ֱ��Ӱ�쵽�ս�����ǿ�ȡ���ԭ�Ժ͵��»�ԭ�ۻ��ʡ���ˣ���Ҫ����ԭ�Ͻṹ���ս�����ƶ���FeO����������һ�������ķ�Χ�ڣ����������������ճ��������ɣ������ս�����Բ���ս���̣���������Һ�������㣬����Ӱ���ս���ת��ǿ�ȡ�
�־�����Ҫ����ԭ������������ۺͰ����������ӵط��ۣ�Ͷ�����ڣ�FeO����������7%��������495m2�ս��FeO����������8%���ҡ�����һ��ʱ�������ʵ������Ͼ����ս�����������¯�ص㣬ͬʱ���������ҵ�������飬���ս��FeO����7%��ߵ�7.5%��������ߵ�8%���ս��ת��ǿ�Ⱥ͵��»�ԭ�ۻ�ָ��������ߣ���ָ�����3��
��3 FeO��������ǰ���ս��ǿ�ȱ仯
|
��Ŀ
|
FeO/%
|
ת��ǿ��%
|
���»�ԭ�ۻ�ָ��(+3.15)/%
|
|
����ǰ
|
7.0
|
78.36
|
65.7
|
|
������
|
8.0
|
81.79
|
70.0
|
3.7 ��Դ��������������
20����80���ĩ��90����������ǿ�ʼ��ע��������ս���̵ĸ�����Ϊ����21���ͳ������“����ʯ���ս�������Եĸ���”���γ�һ�����սṤ�յ�����۸�����������ָ��ͷ���[���ڴ˻����ϣ������˻��ڹ������Ի������ս��Ż����������ϵ�ؼ����������õ�Խ��Խ�㷺������Ӧ����
С��Ƕ��ʽ�սᣨMosaic EmBedding Iron Ore Sintering������E. Kasai�����Ŀ�����������ʻ����������Դ(����������͵��������Ϳ�)����ͨ�����������Ϳ��ս���������ƫϸ�����ۡ�Һ�������ԵͶ���ʹ������ָ���ձ�������ҵ���ս��ÿ����У��۸���Խϵ͵����ʿ���������������Ϳ�ı����ɴ�60%-70%���־����ս���δ����Ԥ�����ȹ��պ�Ͷ�����豸�������£����������������Ϳ�ı����ɴ�50%-60%ˮƽ��ͨ���ھ��۵����Ժ��յ��ڣ�������ò�ͬ��۵����Խ����Ż��ս����ʹ��SiO2�ߴ�9%-16%�����ʿ����ȴﵽ5%-10%�����ʿ������ȴﵽ60%-70%ˮƽ�����ձ��Ƚ�������ҵʹ��ˮƽ�ӽ���
ʵ���У����Ϸ�������2%����Ʒ�ֵİͿ���������5%��ͬʱ���Ͱ��շۺͰķ����7%��ʹ�ս�Һ�������ӽ���ǰ���£�Һ�������Եõ���ߣ������ս��������ͬʱ��ʵʩ3%-6%���������ȸ�MgO��������������ڿ��3%-5%�ͺ�MgO�ۼ�1%�����˼·��������ӿ��ֺ�����ҵ���̷����ս���Ӧ�ñ���������ߵ�3%���ϵ����⣬���ɷ��������������Դ��ʵ����Դ�ļ�����������
4 ������������
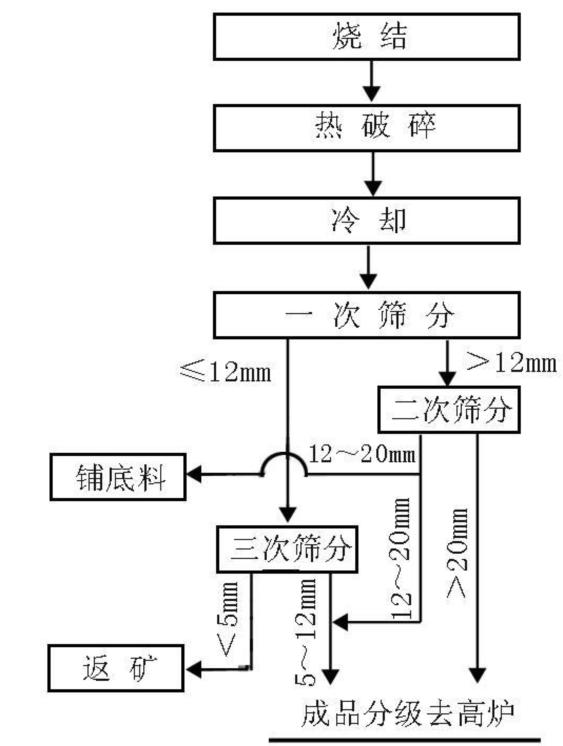
�ս���������������ͼ5��ʾ�����ս����ж�µ����ս��������������150mm���£���������������������ȴ���ɰ�ʽ���������ʽ���ͻ�������Ʒɸ���ҽ��м�����������Ʒ��Ϊ>20mm�Ĵ��Ʒ��12-20mm���̵��ϡ�5-12mm��С��Ʒ��<5mm�ķ����ĸ�����ɸ�����̲�������ɸ�ֹ��գ�����4��ɸ��ϵ�У�ÿ̨�ս����Ӧ2��ɸ��ϵ�У�ÿ��ϵ������3̨���ɸ������12̨���ɸ����ȡһ��һ����ƣ�ÿ��ɸ��ϵ�д�������Ϊ1200 t/h����һ��ϵ��ɸ�ӷ�������ʱ����������һϵ��ɸ�ӣ���Ӱ������������
һ��ɸ���Ϊ3.8m×10m��ɸ��12mm���ս��ɸ�ֺ�ɸ��>12mm�Ľ������ɸ�����ּ���ɸ��0-12mm���Ͻ�������ɸ�����ּ�������ɸ���Ϊ3.8m×7.5m��ɸ��20mm��ɸ�ϣ�20mm����Ϊ���Ʒ���ô�ʽ���ͻ�������¯��ۣ�ɸ��12-20mm������Ϊ�̵��ϣ������ս��������̵��ϲ֣������12-20mm������Ϊ��Ʒ�ս��ͨ����ʽ���ͻ�������������С��Ʒ��ʽ���ͻ�������¯��ۡ�����ɸ���Ϊ3.8m×10.6m��ɸ��5mm��ɸ��5-12mm������ΪС��Ʒ���ô�ʽ���ͻ�������¯��ۣ�ɸ��0-5mm������Ϊ�������ս������Ҳμ����ϡ���Ʒ�ս���Ϊ>20mm�Ĵ��Ʒ�Ͷ����̵�����С��Ʒ��ϳɵ�5-20mm��С��������Ʒ�ּ���������¯��
ͼ5 ������������ͼ
5 �ս�������Դת������
5.1 ���������ѭ�����ü���
��ѭ�����á����ܼ��ŵ���������������һ��εĸ��·���ͨ�������ϵ��ȷ�ܵ��������ȶ�ܳ��������������ν�����¶θ�ѹ�����������¶θ�ѹ���������¶θ�ѹˮԤ������֮��ͨ�������ܵ����ν�����¶ε�ѹ�����������¶ε�ѹˮԤ����������ѭ��������������������ȴ��ܵ���Ϊ��ȴ��ʹ�ã���Ʋ���������������40t/h����������ѹ��1.1MPa������������≥12t/h����������ѹ��0.3MPa���������������ս᳧��ʹ�á�����������һ���ֵ��·���ͨ�����¶�ˮԤ�����������������һ�����ùܵ���ȥ�ⶳ�����ڶ����ⶳ��
�����������ֻ��ջ���������������������Ҹ��������ֱ����ȴ�����ս����������Ӱ���ս������������ʹ�����ս��һ���¶ȵ���ȴ�������ȴ��������ս���������������¼��ʾ���������ȴ������25����ߵ�130����ָ��仯���4��ʾ��
��4 ָ��仯
|
����/��
|
����ϵ�� /t/m2·h
|
����ȼ��/kgce/t
|
ת��ǿ��/%
|
��5mm����/%
|
|
25
|
1.41
|
45.85
|
80.29
|
13.32
|
|
130
|
1.49
|
43.85
|
81.79
|
1.32
|
|
�仯ֵ
|
+0.08
|
-2
|
+1.5
|
-12
|
5.2 �ս�������Դ��
��һ���ս�ϵͳ��������̼Ԫ����ԴΪ���ģ������������к�����̼��������л��գ���Ϊ�ս�ԭ�Ͻ��������á������ָ������̷������Ҫ���ϳ����������ҡ�������̼�ҡ��ս�糡�ҡ��սỷ���ҡ���¯���������ҡ���¯��������ҡ���¯�ɷ������ҡ���������Ƥ��ת¯һ�λҡ�ת¯���λҡ�����ȡ���Щ���������Ϊ�սẬ��ԭ��ʹ�ã�������Ϊ�ս�ȼ��ʹ�á���һ���ս�ϵͳ�������ﴦ������ࡢ��������������һ����������ʵ��ѭ�����õ���Ҫ��ɲ��֣�����Ӧ������ʯ��Դ��ú̿��Դ���ʡ��ѷ�����Դ���ƣ��ǽ��������ɱ��������ҵ����������Ҫ�ֶΡ�
5.3 �ս�������
��һ���ս�ϵͳ��������“�ٷϹ���”���ս��������Ĺ���������������ҡ������������Լ��Է���ȣ������սṤ�ձ������л���ѭ�����á�Ϊ�����ֳ��۳����з�Ӧ�ó������������ͼ��������г����豸�������ij����ң������ܱյĹܵ��������������ս�����Ҳֽ���ʹ�ã������ﳾ��ʵ�ֽ��۳�“���ŷ�”����һ���ս�ϵͳ��ͬʱ�������ɸ����������̷�ˮ���������ս����ͷ���̵���������4̨430m2��������������������ڵĻ���������ѡ�õ�ѹ���岼��������������Ч��99%���۳��ŷ�Ũ�ȿ�����20mg/m3���¡��ս�����������ð�ɷ������ա�����Ч�ʴ�98%������������������ϵͳ��Ӧ����ǿ�����ռ��۸���ˡ������ʸߵ��ص㣬����SO2�ŷ�Ũ��47mg/Nm3���¡�
6 Ӧ��Ч��
�־��Ƹ�����1��500m2�ս����2009��5����ʽͶ����Ͷ������750mm������1��ʱ����ȸ����Գ���ϵͳ�����ȶ�����Ʒ�����ﵽ5500m3��¯��Ҫ��2��500m2�ս����2009��12�³ɹ����ԣ�Ͷ������750mm��16h���ս��ﵽҪ��������¯��ۡ�
Ŀǰ1��������2��룬2��������1��룬�ڴ��ڼ䣬������Ա�����������ܽ��������飬��Դ����ս�����ص㽨������֮��Ч�IJ��������ֶΣ������Ż���������ָ�����߿���ˮƽ����Ҫ�����ڣ�
(1) �ս��ϲ�����750mm��ߵ�860mm����Ʒ������һ��������ܺ�������
(2) �ֽ��з���Ӧ�����ս���������Զ����ջ�����ϵͳ�������ս���ȱջ��������ˮ�ֱջ����ս�����ٱջ��ͻ���Ϻ�̼���ıջ����ơ�
(3) ���ӽ����Ҳ֣����չ������������ܺġ�
(4) ���ݷ۳����ԣ�����ʯ����������һ�λ�ϻ����ﳾ������ʪʽ����������һ����������������
(5) ��2009��5��Ͷ������������ƽ�ȣ�����ָ����Ѵﵽ�Ƚ�ˮƽ������Ҫ����ָ�����5��
��5 ����500m2�ս����Ҫ����ָ��
|
���Ϻ��/mm
|
860
|
|
�ϸ���/%
|
99.71
|
|
�ս��ת��ָ��/%
|
81.79
|
|
����ȼ�ϵ���/kgce/t
|
43.85
|
|
ú������/MJ/t
|
44.46
|
|
��������/kWh/t
|
36.70
|
|
�����ܺ�/kgce/t
|
47.70
|
|
�˾��ս����/m2/��
|
15.28
|
2010��1-11�������ս���Ҫ����ָ����ͬ�ڹ��ڸ�����ҵ����������ҵ�Ƚϼ���6��
��6 ����ָ��Ա�
|
��ҵ��
|
����ϵ��
/t/m2.h
|
ת��ָ��
/%
|
����ȼ��
/kgce/t
|
�����ܺ�
/kgce/t
|
|
�����ս᳧
|
1.49
|
81.79
|
43.85
|
47.7
|
|
���ڸ�����ҵ
|
1.36
|
77.98
|
55.0
|
58.2
|
|
��������ҵ
|
1.47
|
78.2
|
51.6
|
53.0
|
�ӱ�6���Կ���������ָ����Ѵﵽ�Ƚ�ˮƽ��������ִ����ս���ս��������������ȼ�ĵͺ����ܺĵ͵��ŵ㡣
�����ս᳧��Ͷ��������������2��ʱ���ʵ��֤�����ս��������ɸ��ϵͳ�����ȶ�����С��Ʒ�����ּ�Ч������������������7��ʾ����С��Ʒ�ּ�����¯��Ϊ����5500m3��¯˳���ṩ�����õ�ԭ����������������ϵͳά����С��ά�����õ����ĵ�����ʹ��Ч�����á�
��7 ��Ʒ�ս���������(%)
|
�ս��
|
��40mm
|
40-25mm
|
25-16mm
|
16-10mm
|
10-5mm
|
��5mm
|
|
���Ʒ
|
36.28
|
43.61
|
18.52
|
1.59
|
0
|
0
|
|
С��Ʒ
|
0
|
0
|
29.12
|
34.13
|
35.43
|
1.32
|
7 ����Ӧ��Ч��
(1) �־�����һ���սṤ�գ�����ұ������ѧ˼�룬���ö�̬—��������ۣ���չ�ս���������Ĺ��ܣ��о��ս���������Ĺ��ܡ��ṹ��Ч���Ż����������̺�ɢ��С����ʵ���������̵�����Э��������Ч�������������������ս��ռ��0.016��m2�����������ۼ�ʱ��6.04min��
(2) �з�Ӧ���ս��̨������ӿ��������ս��豸��Ӧ���ϲ��ս��������ʹ�ս����������500m2ʱʵ���ս�����ﵽ550m2���ս��ϲ���ƺ��750mm��ʵ������ܵ�860mm��ʵ�ֹ���Ч�������ȡ������ӿ�������������ķ����Ϊ520m2��ʵ����ȴ����ﵽ580m2��ʹ��ȴ�������11.5%���ս����������5%-8.2%��ʹ�ֿ�ķ�������Լ5%-8%��
(3) �߶��Զ���ʹ�����ɿ�������ߣ�����ر�֤�սṤ���ȶ���������ʵʩ���ϲ��ս�����У������Զ����ϡ�ǿ������������Լ����������������߶��Զ�����ʵ���˹��������Ի�������ﵽ�IJ���ˮƽ���Ӷ�ʵ���ս����ˮƽ�ʵķ�Ծ�����������ս�����ָ���������
(4) ѭ�����á����ܼ��ŵ��������ᴩ���־�����һ���ս᳧�����ջ�������·������������ɸ��������к�����̼������ͷ�ˮ��ʵ���ս�������Դת������������������Ҽ���������۳�������Ⱦ��������SO2�ŷ�Ũ��47mg/m3���¡�
(5) �־�����һ���ս᳧��Ͷ���������ս��ϲ�����750mm��ߵ�860mm����������ƽ��������ָ����ﵽ�Ƚ�ˮƽ������ҵ����ʾ�����á�
8 ����
�սṤ���뼼���DZ����ֹ��ʹ��̼�������˾������ҵ��˾������Ϊȫ��ͻ��ṩ���ϴ��µ��սṤ����ѯ����ơ��ܳа���װ���������Ŀ������ϵͳ���������ӵ�д�90 m2��600 m2�ս�������з�����ƽ����������ܹ�Ϊ�ͻ��ṩ�������ȡ����ܻ�����Ͷ�ʽ�ʡ�����������ȶ��ɿ����սṤ�̡�
��Ϊ�й��սṤ�������ٮٮ�ߣ������ֹ��ʹ��̼�������˾ӵ��һ���״������ȵ�λ�ij��켼������ҵ���Ժ�ķ�չ����ʹ��˾�ļ������и߶ȷ�������ʵ�����߶�����������Ҫ���ص㡣��˾����ս�רҵ���Һ�ʡ��������30���ӵ��27�����ר����16��ר�м������������Ŀ���й���ҵ�¼�¼���ر������ս᳧���������Ż�������װ�����ͻ���������ȴ���ռ������������á���������ﴦ���ͻ��������ȷ�����ж����ļ������ƺͷḻ��ʵ�����顣
�����ˣ���������